- 品牌
- 雷石
- 型号
- 齐全
- 网络打印
- 支持有线/无线网络打印,支持无线网络打印,支持有线网络打印,齐全,云打印
- 双面打印
- 齐全
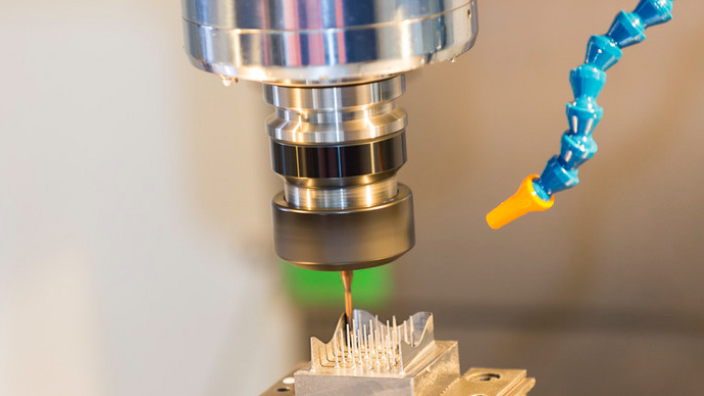
你知道提高手板质量有哪些方法吗?一、根据手板的需求,制定有效的解决方案,既能有效控制成本,又能达到客户想要的效果。二、在生产手板之前,要规划好手板的生产工艺、材料、精度、尺寸等问题,在加工前与客户沟通好,合理利用各种材料,包括人力物力。三、手板在加工数控时要小心小心,需要将夹具固定好,对刀时也要准确,这样才能使手板在加工时精度高,误差变得很小。四、手板在后期处理时需要精心处理。严格控制打磨、表面强化处理、上色喷漆等质量。特别是在打磨这一环节,只有手板表面打磨光滑,才能事半功倍。为提高打磨效果,在打磨时需要先用粗砂纸打磨,再用细砂纸打磨,这样打磨出来的表面就会非常光滑。打磨细腻,喷油均匀,上色亮丽,作品质感立显。浙江cnc喷油

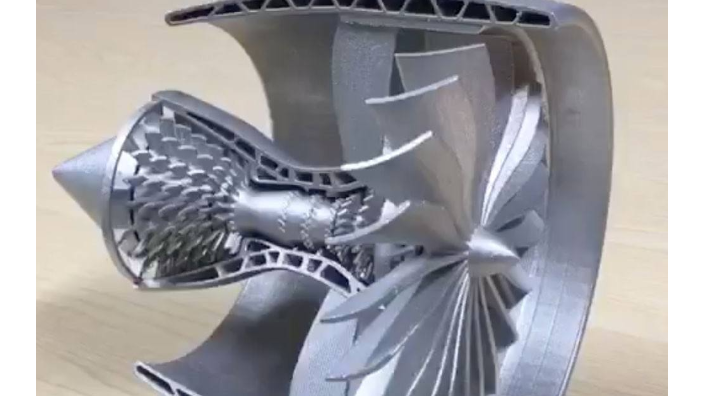
喷油就是给手板的表面进行涂装加工处理,跟喷漆一样,简单的说就是手板表面喷上一层保护层,可以根据需求选择油料喷哑光、半哑光、高光等,喷油让产品具有耐高温、耐摩擦、耐紫外、耐酒精、耐汽油等特性。喷油需要有喷油器完成,喷油器的喷雾特性包括雾化粒度、油雾分布、油束方向、射程和扩散锥角等。喷涂作业生产效率高,适用于手工作业及工业自动化生产,应用范围广主要有五金、塑胶、家私、船舶等领域,是现今应用普遍的一种涂装方式。 在表面喷油可以使手板更加美观,喷油效果达到完美可以有更好地视觉冲击,喷油对手板及产品都有一定的保护作用,金属表面喷漆是一种保护金属不被氧化腐蚀的方法,良好的喷漆涂装保护层保持连续完整无损,结合良好,能够成为抑制腐蚀介质侵入的屏障。喷涂作业需要环境要求有无尘车间,喷涂设备有喷枪,喷漆室,供漆室,固化炉/烘干炉,喷涂工件输送作业设备,消雾及废水,废气处理设备等。河北喷油用处由于3D打印的零部件表面都有层纹,因此对表面有要求的话,需要进行打磨抛光的出来。

打磨可以分为功能性打磨和装饰性打磨两种。功能性打磨相对于装饰性打磨要复杂昂贵很多。在机心里面,每个部件都有自己的功能,打磨的质量直接影响到它的工作和耐久性。从发条盒开始一直到擒纵轮和摆轮都不例外,打磨的好坏直接影响机心的运转是否平稳,一个打磨粗劣或是有缺陷的零件会影响动轮的平滑传递,甚至出现机心卡死停摆的现象。功能性打磨的目的是减少机心在运行的过程中的摩擦,通过对机心零件的光洁化处理,增强防尘,防锈能力,提高传统系统各零件之间的齿合度,去除机床初始加工留下的毛刺,使机心运行更加稳定可靠,从而提高手表精确度,提高机心的使用寿命。而另一方面,装饰性的打磨则为匠气十足的机心披上一层华美的外衣,使之在灯光下反射出漂亮的光泽感。很显然,打磨后的这种通俗美感要比实用主义更加讨人喜欢。
砂纸打磨可以用手工打磨进行,也可以使用砂带打磨机设备进行,是3D打印零部件后期抛光常用、使用范围广的技术。砂纸打磨在处理比较微小的零部件时要小心些,因为它是靠人手或机械的往复运动。如果零件有精度和耐用性的至低要求的话,切忌过度打磨,要计算好打磨去多少材料,否则过度打磨会使零部件变形报废。抛光是在打磨的基础上利用柔性抛光工具和磨料颗粒,或其他抛光介质对工件表面进行的修饰加工工艺。抛光不能提高工件尺寸精度或几何形状精度,而是以光滑表面或镜面光泽为目的,有时也用以消除光泽。经过抛光工艺的工件表面粗糙度一般可达Ra0.63~0.01微米。喷涂表面喷漆是应用较为普遍的表面工艺之一。

打磨是手板模型制作过程中非常重要的一环,通过打磨可以清理底材表面上的毛刺,油污灰尘,降低工件表面的粗糙度,对旧漆层进行打磨后,还可增强涂层的附着力等等。手板模型之打磨工艺的根据工艺,可以分为传统工艺(即手工打磨)和非传统工艺。具体如下:1、手工研磨抛光。该方法主要依赖于手板模型操作者的经验技术水平,效率低,工人劳动强度大,质量不稳定。2、数字式抛光机。此手板模型打磨工艺是采用数字化控制,半自动抛光,体积小、使用方便、质量稳定,重复性好。3、超声波抛光机。 能完成一般抛光工具难以伸入的窄槽、窄缝、边、角等部位的抛光,抛光后不塌棱角,不影响手板模型精度。功能性打磨的目的是提高手表精确度,提高机心的使用寿命。上海打磨找哪家
功能性打磨的目的是减少机心在运行的过程中的摩擦,通过对机心零件的光洁化处理,增强防尘,防锈能力。浙江cnc喷油
3D打印模型上色的几种方法。1.纳米喷镀上色:纳米喷镀一种高科技喷涂技术,采用先进的材料以及专门设备,应用化学原理通过直接喷涂的方式,使被喷涂固体表面显现出各类色彩的诸多镜面高光效果,色彩过渡十分自然并且一个模型可以喷涂多种颜色。2.电镀上色:电镀只有铬色、镍色、金色三种选择,利用电解原理,在一些金属和ABS塑料表面镀上一薄层金属,它的外观效果十分不错,色彩光泽度非常的高,这点是纯手工、喷漆和浸染无法做到的。浙江cnc喷油

喷油的工艺流程: 1.涂装前应进行除油处理。对塑料件通常用汽油或酒精清洗,然后进行化学除油化学除油后应彻底清洗工件表面残留碱液,并用纯水清洗干净,晾干或烘干。 2.退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。消除塑件内应力的溶液在室温下对塑件表面进行15-20min的处理即可, 3.采用高压离子化空气流同时除电除尘的效果较好,塑料制品是绝缘体,易产生静电,容易吸附空气中的细小灰尘而附着于表面。 4.需要光亮的表面还必须喷涂透明涂料,涂后的制件对于阻燃性能基本没有影响,塑料涂层厚度为15~20μm,通常要喷涂2~3道才能完成,一道喷涂后晾干15min,再进行第二次喷涂。...
- 山东手板打磨标准 2024-10-14
- 广州cnc喷油方法 2024-10-14
- 东莞cnc上色要求 2024-10-14
- 3D手板打样后打磨服务 2024-10-14
- 深圳手板模型上色意义 2024-10-14
- 成都手板上色用处 2024-10-14
- 杭州cnc喷油用处 2024-10-14
- 湖北3D手板打样后上色找哪家 2024-10-14
- 上海手板上色哪家好 2024-10-14
- 浙江cnc喷油 2024-10-14


- 广州上色注意事项 2023-07-25
- 深圳cnc喷油哪家好 2023-07-24
- 成都上色是什么意思 2023-07-24
- 河北手板模型打磨服务 2023-07-24
- 深圳3D打印后打磨方法 2023-07-23
- 杭州玩具手板打磨技巧 2023-07-23




- 四川3dmax建模设计模型 10-17
- 北京系统建模设计公司 10-17
- 东莞硅胶手板模型服务企业哪家好 10-16
- 山东cnc手板模型定制厂家 10-16
- 成都工业建模设计找哪家 10-16
- 江苏数控手板模型厂家直销 10-16
- 深圳3d打印手板复模打样 10-16
- 东莞三维建模设计哪家好 10-16
- 深圳三维建模设计公司哪家好 10-16
- 山东cnc手板模型特征 10-16