- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
工厂化养殖走向智慧化新时代,我国渔业科技工作者目前已初步建立了适合我国国情的循环水养殖技术体系,产业发展初具规模。然而,在养殖微生态环境控制、养殖管理与投喂技术、水质自动检测与数字化管理、病害防控、节能降耗等方面还需要不断完善和加强。由于企业管理者因传统养殖理念的束缚,使相当一部分循环水养殖系统集约节约、高效安全的技术优势尚未充分发挥。从设施装备上来看,我国工厂化循环水养殖在水处理精度、水处理效率、运转使用率及自动化、智能化管理水平方面与国外先进国家相比尚存在一定差距。工厂化养殖应充分利用当地资源,降低生产成本。广东专业工厂化水产养殖系统

疾病防控:1. 杀菌消毒,循环水系统具有较为完善的杀菌系统(紫外线杀菌、臭氧),并且生物池中培养的菌种一般为优势种,通常情况下整个养殖期间发生病害的概率很低。如果因不明原因出现病害等问题,可检测生物池填料中的菌种类别,确定是否为生物池菌种变化引起。或关闭循环系统,对养殖池进行单独杀菌处理。此外,除了在拌饵前进行杀菌消毒,对养殖池每5天要消毒一次以预防弧菌爆发。2. 补充微量元素,前期虾苗脱壳频繁,需要及时补充钙离子,以免其体质下降发生病害。对虾作为甲壳动物,微量元素的补充是养殖的重点。在补钙的同时可以适当补充镁钾,促进钙的吸收。重庆大棚内工厂化水产养殖方案工厂化养殖模式有利于推广节能减排技术,降低能源消耗。

内陆推广的一系列工厂化水产养殖系统(淡水),从一窝蜂的“池塘内循环”到“集装箱”再到“养殖桶”,血的教训不胜枚举。苗种方面,加州鲈育苗是成功的,小车间年纯收益过千万的已经实现。成鱼养殖,个别品种也能够在这些工厂化模式下盈利运行---但把它们放在外塘其实长的更好,管理也轻松,成本更低(反季节除外)。我自己的水产事业是从内陆网箱开始的。网箱养殖本质上就是“排除了水质问题的工厂化模式”,它是可以“规模化”、“可视化”、“精细化”平稳运行的。成功的关键不在“硬件”而在“以鱼为本”的“软件”。总之,工厂化养殖的问题本质上在于过分偏重“环境决定论”而严重忽视了应该“以鱼为本”的初衷。
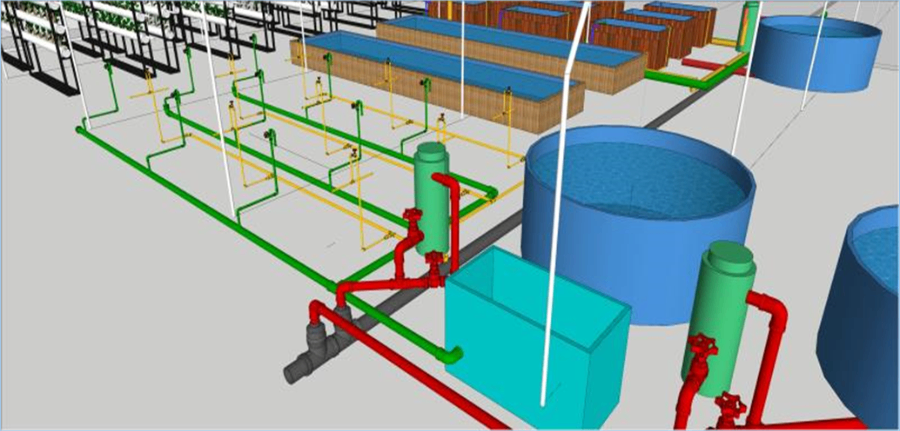
近期,广为海洋承建的渤海水产对虾联合育种平台养殖车间自动控制项目完成了现场施工以及软硬件设备后的测试调整,各项工作进入收尾阶段。众所周知,传统对虾工厂化养殖存在养殖成功率不稳定、养殖水升温能耗和养殖设备功耗偏高、养殖过程投入品添加量大、养殖水体浑浊以及养殖尾水处理成本高等问题。渤海水产对虾联合育种平台养殖车间自动控制项目主要针对养殖车间内的13个家系养殖池进行调温、调水、调气、调盐度,实现投饵的自动化和智能化,实现家系养殖车间的智能运行和智能管控。工厂化养殖有利于提高水产养殖业的整体竞争力。

以下是工厂化循环水养殖的详细解读:一、工厂化循环水养殖的定义,工厂化循环水养殖是集水产养殖技术、现代工业和信息化技术于一体的高度集约化养殖模式。二、工厂化循环水养殖的优势:1.用水量少,节约用水资源;2.占地少,对土地资源的要求低;3.养殖密度高,充足的营养和生长环境,使得养殖密度远高于传统养殖方式;4.生长周期短,易于控制生长环境,养殖品种生长速度快、周期短;5.饲料利用率高;6.水循环使用,利用系数高;7.减少环境影响,排放的废水废物少,能集中处理,对环境无压力或很小;8.不受外界气候的影响,可实现常年生产。工厂化养殖为农村产业结构调整提供了有力支撑。海南大棚内工厂化水产养殖平台
工厂化养殖有助于提高水产品产量,满足市场需求。广东专业工厂化水产养殖系统
工厂化循环水养殖可以通过机械、电子设备等精确控制水温、水质、氧气含量等,为养殖生物提供较佳的生长条件;同时,其封闭的养殖环境有利于控制病原微生物的传播和侵入,便于实施防疫措施。工厂化循环水养殖南美白对虾是一种高效、可持续的养殖模式,通过科学管理循环水系统和对虾生长环境,实现对虾的高产、高质量养殖。较近几年,工厂化养殖南美白对虾在国内发展较快,天津、河南等地采用循环水系统养殖南美白对虾都实现了产量和效益的双丰收。广东专业工厂化水产养殖系统

利用地下水开展淡水养殖的,应特别关注排污口设置是否规范,重点监测排放频率和排放量。此外,对养殖尾水中可能存在的渔药和重金属残留,应从源头把控,厘清渔药来源、明确成分、核实用途、规范用量,杜绝禁用渔药,避免过度用药。稳步推进涉水设施设备运行的自动在线监测。对于工厂化循环水养殖产业规模大、发展速度快的地区,生态环境管理部门可以联合水利、农业(渔业)管理部门定期监督检查养殖企业取水、循环水和尾水处理设施设备的运行情况,协同推进自动在线监测技术和装备的开发,杜绝名义上是循环水、实际需要大量取水排水的现象发生,构建非现场监管工作模式,建立长效动态监管机制,促进工厂化循环水养殖产业的可持续发展。工厂化养殖...
- 四川大型工厂化水产养殖鱼池 2025-01-05
- 天津大型工厂化水产养殖系统 2025-01-05
- 广西专业工厂化水产养殖基地 2025-01-04
- 广东专业工厂化水产养殖系统 2025-01-04
- 河北陆基工厂化水产养殖产值 2025-01-03
- 江西大型工厂化水产养殖平台 2025-01-03
- 陕西专业工厂化水产养殖系统 2025-01-03
- 山西智能工厂化水产养殖规划 2025-01-02
- 深圳循环水工厂化水产养殖基地 2025-01-02
- 广西微生物工厂化水产养殖方式 2025-01-02


- 云南智能工厂化水产养殖池 2024-12-31
- 海南大棚内工厂化水产养殖池 2024-12-31
- 海南专业工厂化水产养殖鱼池 2024-12-31
- 上海循环水工厂化水产养殖方式 2024-12-31
- 湖南高密度工厂化水产养殖服务商 2024-12-31
- 重庆专业工厂化水产养殖 2024-12-31




- 深圳新型鱼菜共生原理 01-05
- 河北绿色化智慧农业产业服务平台设备 01-05
- 河南小型鱼菜共生模式 01-05
- 四川大型工厂化水产养殖鱼池 01-05
- 天津菌菇方舱原理 01-05
- 天津大型工厂化水产养殖系统 01-05
- 深圳专业智慧农业产业服务平台是什么 01-05
- 山东菌菇方舱设备 01-04
- 广西专业工厂化水产养殖基地 01-04
- 广东专业工厂化水产养殖系统 01-04