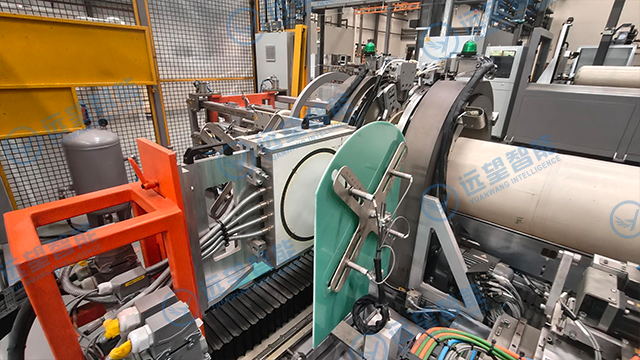
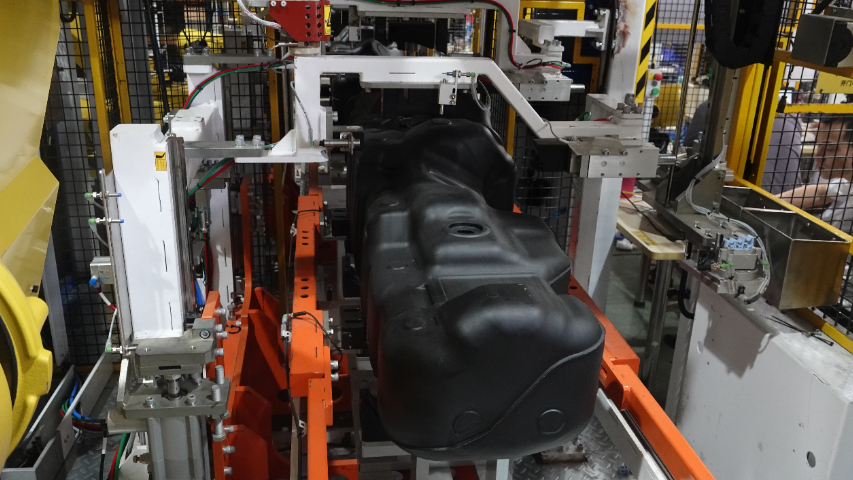
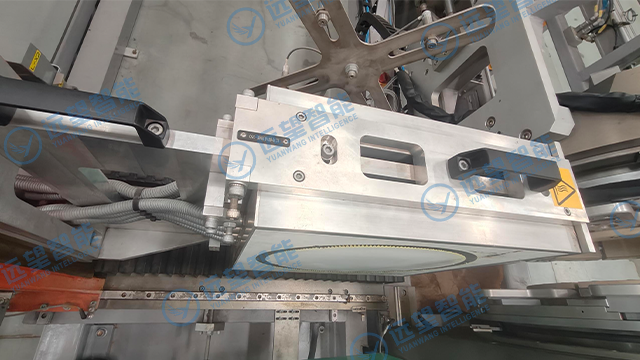
自动瓶身校正系统是解决 IV 型储氢瓶塑料内胆焊接变形的关键模块,针对塑料内胆焊接后易出现的弯曲、椭圆度超标、轴向扭曲等问题,提供自动化精密校正方案。系统采用多组径向支撑辊与轴向校正推杆,通过高精度传感器实时采集瓶身圆度、直线度、同轴度数据,传输至控制系统分析计算,动态调整支撑力与校正行程,实现闭环校正,确保瓶身尺寸精度控制在设计公差范围内。校正过程采用渐进式施压,避免一次性强力校正导致内胆应力集中或开裂,适配不同长度与直径规格内胆,校正后瓶身直线度、圆度满足碳纤维缠绕工艺要求,保障储氢瓶高压使用安全性。自动铣削可去除焊缝氧化层,提升后续碳纤维结合强度。IV型储氢瓶红外焊接切削设备工艺
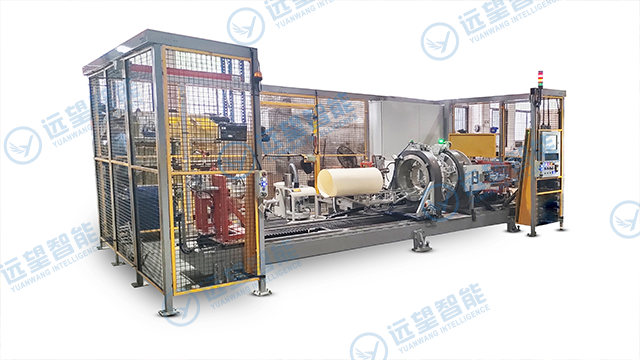
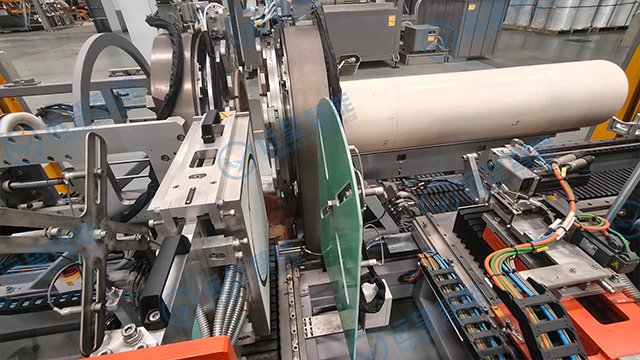
红外焊接切削设备具备多规格适配能力,可灵活适应 IV 型储氢瓶不同长度版本瓶身生产需求,覆盖车载轻卡、重卡及乘用车等多场景储氢瓶规格。设备的伺服送料行程、焊接工位间距、铣削加工范围与校正机构行程均可通过参数化调节快速切换,无需更换大型工装,缩短换型调试时间,适配小批量多品种与大批量规模化生产模式。从长度 500mm 的小型车载储氢瓶到 3500mm 的大型重卡储氢瓶内胆,均可实现稳定焊接、精确铣削与高效校正,提升设备通用性与产线柔性,降低企业多规格设备投入成本。高良品率红外焊接切削设备厂商排名红外旋转焊接采用非接触加热,热影响区小,焊缝强度高。
伺服自动夹紧送料系统的运行噪音低,伺服电机、导轨、传动部件均采用低噪音设计,运行时噪音控制在合理范围内,改善车间工作环境。系统传动平稳,无冲击振动,减少设备运行时的噪音与振动,避免对周边设备与环境造成干扰,营造安静舒适的生产氛围。低噪音设计提升操作人员工作舒适度,减少噪音对身体健康的影响,提升员工工作满意度与生产效率。同时,低振动运行减少设备部件磨损,延长设备使用寿命,降低维护成本,保障设备长期稳定运行。
红外旋转焊接系统相比传统塑料焊接工艺,具有加热均匀、焊接速度快、焊缝质量稳定、无碎屑污染等优势,更适配 IV 型储氢瓶塑料内胆制造需求。传统热板焊接易出现热板污染、焊缝粘黏问题,摩擦焊接易产生碎屑与振动变形,而红外焊接非接触式加热,无污染、无振动,焊缝洁净平整,有效规避传统工艺缺陷。红外焊接设备结构相对简单,维护成本低,运行能耗少,相比激光焊接设备,性价比更高,更适合大规模工业化生产,助力 IV 型储氢瓶国产化降本增效。同时,红外焊接工艺成熟可靠,技术门槛适中,便于企业快速掌握与应用,缩短设备导入与工艺调试周期。校正系统内置多规格配方,一键调用快速切换生产型号。
红外旋转焊接系统的参数化控制能力强,操作人员可通过人机界面直观设置与调整焊接参数,无需复杂编程,操作简便易学。系统内置多种标准焊接配方,对应不同材质、规格的塑料内胆,操作人员可直接调用,快速启动生产;也可根据特殊需求自定义配方,保存后下次直接使用,提升生产灵活性。焊接过程中,参数实时显示,异常情况自动告警并提示处理建议,便于操作人员快速排查问题,减少停机时间。系统操作界面简洁直观、图标清晰、文字易懂,操作人员经过短期培训即可熟练操作,降低人员培训成本与上手周期。铣削刀具采用硬质合金,耐磨耐用减少更换频次降成本。IV型储氢瓶红外焊接切削设备工艺
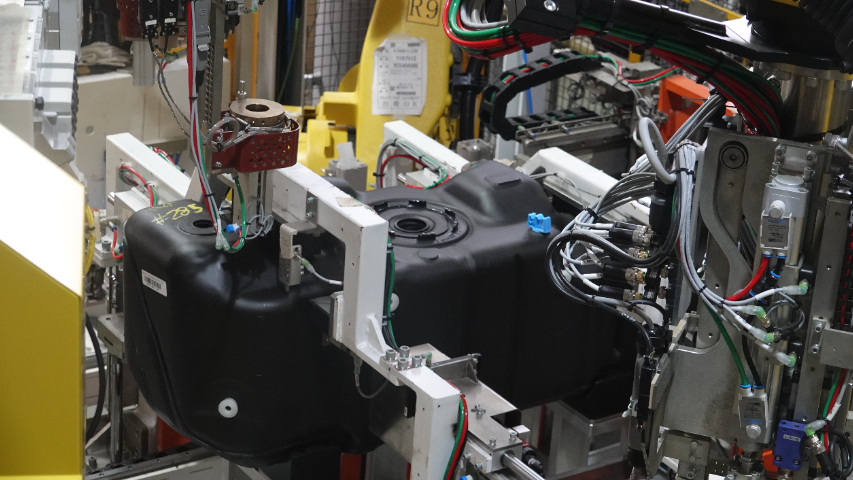
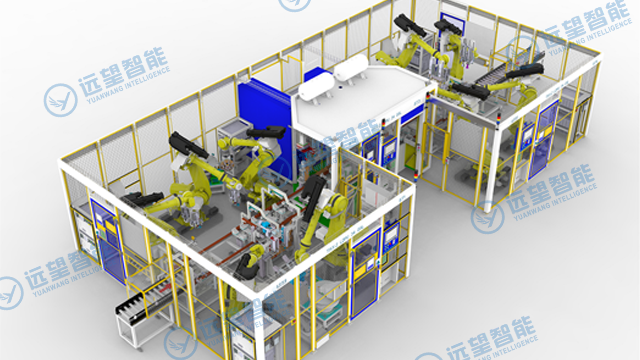
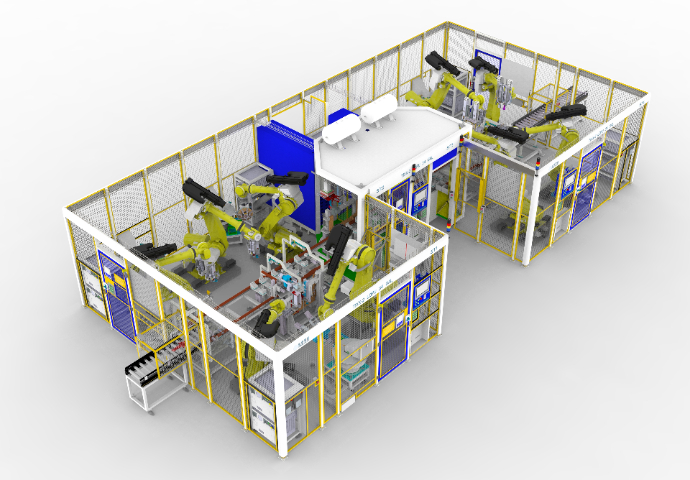
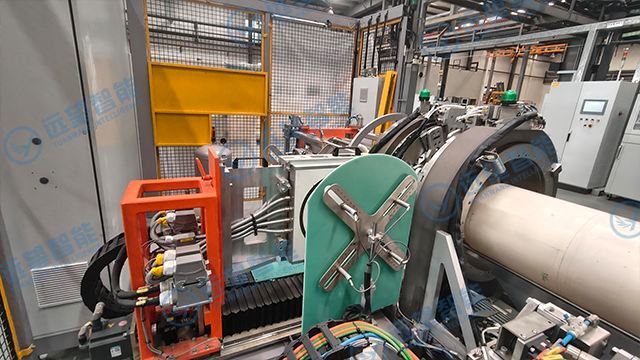
设备支持 IV 型储氢瓶塑料内胆从焊接到校正全流程作业。IV型储氢瓶红外焊接切削设备工艺
伺服自动夹紧送料系统的送料精度高,定位误差控制在极小范围内,确保工件在焊接工位的对接精度,减少焊缝错位、偏移等缺陷,提升焊接质量。系统具备速度平滑调节功能,送料启动、停止与变速过程平稳,无冲击振动,避免工件因惯性偏移或损伤,尤其适配薄壁、大尺寸塑料内胆工件。伺服电机响应速度快,可快速精确调整送料位置,适配焊接过程中的动态定位需求,确保封头与筒节对接紧密、同轴度高,为高质量焊接奠定基础。系统支持多组送料配方存储,对应不同规格内胆,换型时一键调用,无需重复设置参数,提升换型效率。IV型储氢瓶红外焊接切削设备工艺