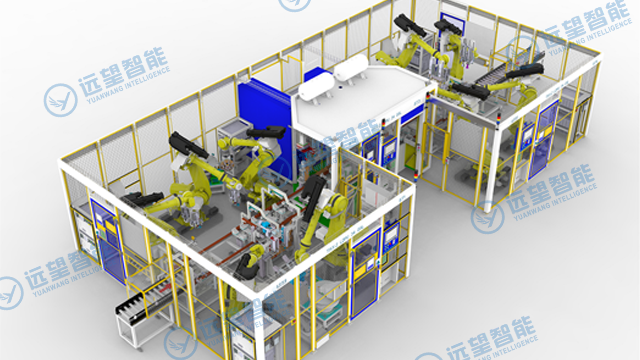
伺服自动夹紧送料系统为红外焊接切削设备提供自动化上下料与精确定位支撑,采用伺服电机驱动,送料速度、定位精度与夹紧力均可精确调控,适配 IV 型储氢瓶塑料内胆圆柱形工件特性。系统配备柔性夹爪,夹爪表面采用防滑耐磨材质,既能保证夹紧稳固性,又能避免划伤内胆表面,夹紧行程可自适应不同直径内胆(350mm–550mm),无需人工调整夹具。送料过程采用直线导轨导向,运行平稳、定位误差小,确保工件精确送达焊接、铣削、校正各工位,实现各工序无缝衔接,提升产线自动化水平与生产效率,降低人工劳动强度与人为误差。自动铣削干式加工无需切削液,规避液体残留污染内胆风险。高精度红外焊接切削设备系统
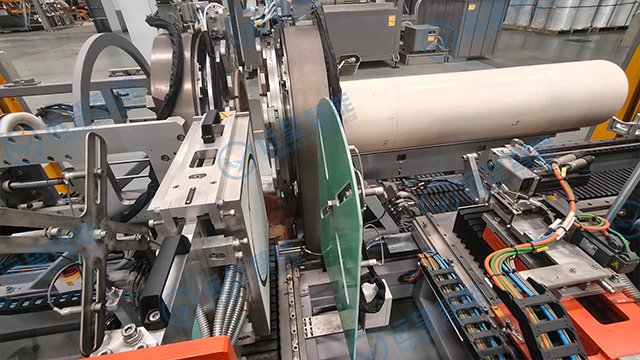
氢能燃料电池汽车对 IV 型储氢瓶塑料内胆的清洁度与密封性要求极高,普通焊接工艺易产生焊渣、碎屑,影响后续碳纤维缠绕与高压密封性能。红外焊接切削设备采用非接触式红外加热焊接,焊接过程无机械摩擦、无碎屑产生,焊缝表面洁净,无需额外复杂清理,适配储氢瓶内胆高洁净度生产标准。设备集成自动铣削焊接工艺毛边模块,焊接完成后自动定位焊缝位置,采用高速铣刀精确去除多余焊料与飞边,铣削后焊缝表面平整光滑,无毛刺、无凸起,避免毛边导致的应力集中或密封不严问题,提升内胆外观质量与后续缠绕工艺适配性。集成式红外焊接切削设备公司设备集成红外旋转焊接系统,适配 PA6、HDPE 等内胆材质焊接。

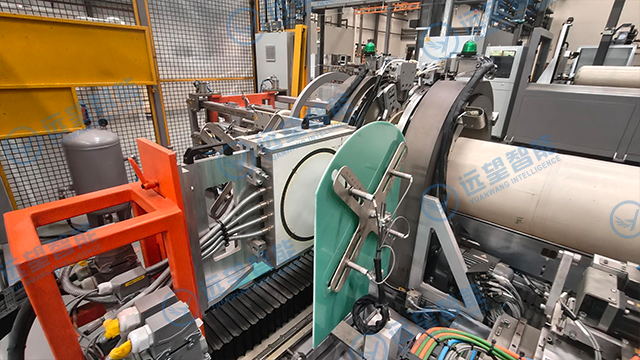
自动瓶身校正系统采用非接触式检测与接触式校正相结合的设计,通过激光位移传感器非接触式采集瓶身尺寸数据,避免检测过程划伤内胆表面。校正机构采用柔性推杆设计,推杆头部采用软质耐磨材质,与瓶身接触时无硬接触损伤,同时保证校正力有效传递。系统具备校正数据存储与追溯功能,自动记录每一件内胆的校正参数、变形数据与校正结果,便于生产质量追溯与工艺优化,满足氢能行业对产品全生命周期追溯的严苛要求。校正后瓶身尺寸稳定性好,回弹量小,确保后续碳纤维缠绕层厚度均匀,提升储氢瓶整体结构强度与高压密封性能。
伺服自动夹紧送料系统的送料精度高,定位误差控制在极小范围内,确保工件在焊接工位的对接精度,减少焊缝错位、偏移等缺陷,提升焊接质量。系统具备速度平滑调节功能,送料启动、停止与变速过程平稳,无冲击振动,避免工件因惯性偏移或损伤,尤其适配薄壁、大尺寸塑料内胆工件。伺服电机响应速度快,可快速精确调整送料位置,适配焊接过程中的动态定位需求,确保封头与筒节对接紧密、同轴度高,为高质量焊接奠定基础。系统支持多组送料配方存储,对应不同规格内胆,换型时一键调用,无需重复设置参数,提升换型效率。伺服夹爪自适应开合,无需更换夹具适配不同直径内胆换型。

伺服自动夹紧送料系统的夹爪采用自适应开合设计,可根据 IV 型储氢瓶塑料内胆直径自动调整开合尺寸,无需人工更换夹爪,提升换型效率。夹爪内侧采用防滑纹理与软质缓冲层,既能增大摩擦力防止工件打滑,又能分散夹紧力,避免薄壁内胆局部受压变形或表面划伤。系统具备工件防错功能,通过传感器检测工件长度、直径是否匹配当前生产配方,不匹配时自动拒绝送料并告警,防止混料生产,保障产品一致性。送料速度可根据生产节拍灵活调节,与焊接、铣削、校正工序节奏匹配,实现各工序同步运行,提升产线整体效率,适配储氢瓶内胆规模化量产需求。铣削主轴转速自适应,适配不同材质内胆焊缝切削需求。内胆瓶红外焊接切削设备厂家
自动铣削可去除焊缝氧化层,提升后续碳纤维结合强度。高精度红外焊接切削设备系统
红外焊接切削设备的小批量试产适配性好,灵活满足 IV 型储氢瓶新产品研发、小批量试产与样品交付需求。设备支持参数灵活调整与配方快速切换,适配新产品材质、规格、工艺要求,快速完成试产准备。设备换型时间短,无需复杂工装调整,可快速从批量生产切换至小批量试产模式,提升生产柔性。自动化流程减少人工操作,提升小批量生产效率与质量稳定性;完善数据追溯功能便于样品质量跟踪与问题分析。小批量试产适配性使设备可无缝衔接研发与量产环节,加速新产品上市进程,助力企业技术创新与市场拓展。高精度红外焊接切削设备系统