- 品牌
- NSK,NTN,IBC,KBS,HRB,SYI,IKO,ZW
- 型号
- NAH15ANZ
1.滑块形状⨋⨋ 滑块分为方形和法兰型。⨋⨋ 方形备有高度低的小型化低型滑块。⨋⨋ 法兰型的安装孔有从滑块上面进行固定时使用的螺纹孔和从下方安装的通孔,上下任意方向均可安装。⨋⨋ 滑块长度有高负载型 / 标准型、超高负载型 / 长形、中负载型 / 短型 3 种。滑块长度根据滑块形式不同而不同。请确认尺寸表。2. 导轨制作范围⨋⨋ 表 1 为单根导轨的制作范围 ( 最大长度 )。⨋⨋ 根据精度等级不同,制作长度可能比表 1 所示数据短。3. 精度⨋⨋ 预紧保证品与互换品的精度等级存在差异。⨋⨋ 预紧保证品的精度等级分为超高精密级 P3、超精密级 P4、精密级 P5、准精密级 P6、普通级 PN 五种。⨋⨋ 互换品有精密级 PH、普通级 PC。当导轨为倒挂安装时,如果端盖损坏,会造成滚珠的掉落。NAS15ALZ导轨样本

基准移动量的确定方法一般滚珠丝杠的基准移动量与公称移动量相同,但为了校正由于滚珠丝杠的温度上升所造成的伸长以及由于外部负载所导致的丝杠轴收缩,有时会将丝杠轴的基准导程设为负值或正值。这时,请提供基准移动量的目标值 (T)。作为示例,在表 1.5 中标注了具有代表性的 NC机床基准移动量的目标值。预拉伸力的确定为了吸收由于热位移产生的伸长量,通常在安装时对丝杠轴施加相当于丝杠温度上升 2 ~ 3℃ 的预拉伸力。此时,轴承支撑结构如图 1.2 所示。L1H301760导轨规格偏心误差:0.020mm 以下。

NSK 的直线导轨的安装孔在热处理后再用精密加工中心进一步的处理,所以安装空的跨距精度与机器的精度相匹配。当在有安装基准面或者要在一个平面上装导轨而没有横压板的情况下,假如不加选择的由导轨的中间开始安装,导轨可能会有轻微的弯曲。NSK推荐的方法是:保持要安装的平面在安装者的左侧,由远端向近端顺序安装(如图所示)。这样的方法可以使螺钉的旋转力就可产生一个压向基准面的力,使导轨与基准面充分贴紧。***,安装好工作台,临时滑台等,然后检查整机的精度。 完成后的整机直线度应该比单独的导轨和滑块要高。
导轨的底端在出厂的时候已经涂抹了防锈油,使用前请用洁净的布将防锈油擦拭干净。将要安装的导轨放置在基台上。把导轨的螺钉旋上但暂不拧紧,便导轨的底端可以紧贴工作台。然后,用横压板使用导轨紧贴侧面,然后将螺钉拧紧。拧转扭矩与机器的刚性有关。 对于刚性较高的情况,拧紧螺钉时需要用特殊的扭矩。假如机器的刚性不是太高,首先暂时将横压板的螺钉拧上,使导轨与基台的基准面紧密接触。在重新拧紧导轨上的螺钉后再将横压板上的螺钉拧紧。即使 NSK 的导轨有稍微的弯曲,在弯曲的程度不是太严重的情况下,螺钉就可以不必拧的过紧。有机溶剂会降低防锈能力,请勿使用。

综上所述,直线导轨的安装并不是一件很复杂的事情,比较好能够在安装导轨的同时对每个区间进行测定,以解除在机械组装完成后,再重新分解装配所带来的不必要麻烦。 实际上各个机床生产厂家,已把此安装方法作为基本,再加上符合自己公司的测定方法,所以直线导轨的安装上对性能基本上没有问题。 至于其它关于 NSK 直线导轨的任何问题,请直接向 NSK **处联系。有两种方法可以对一般产业机械用导轨进行安装。一种同在机床上安装一样,在基台上有安装基准面,用来精确水平方向安装。另一种没有此种基准面,这一部分的安装说明是针对第二种的。低温镀铬用于防锈、装饰、防止光反射等用途。L1H301760导轨规格
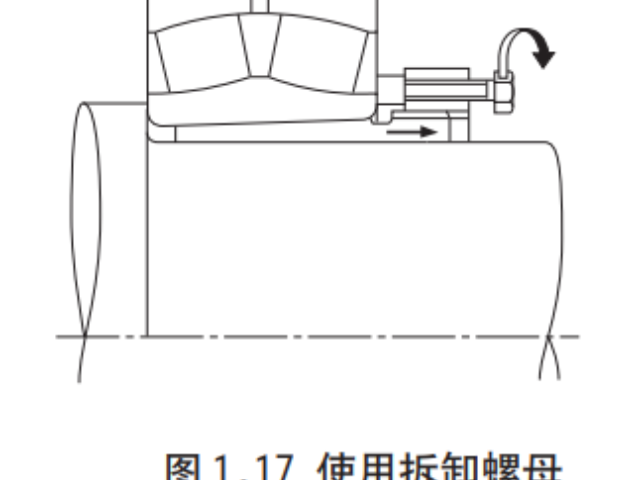
将螺母外径面及螺母座内径等配合面擦拭干净,安装滚珠丝杠。NAS15ALZ导轨样本
一般产业机械用的导轨,吸收了安装误差的自动调心性的特点,使滑块的追加和取换都变得容易了,为了对应短交货期,推荐使用标准在库的 [LH、LS 系列 ]。由于 [LH、LS 系列 ] 产品的互换性,导轨和滑块是分别进行库存管理的。 滑块是安装在塑料暂用轴上的,因此不管多少次,或什么样的导轨都可以进行组装。虽然滑块有着即使把暂用轴从滑块上卸下,钢球也不会脱落的设计(带有保持器),但垃圾或隙小灰尘有进入的可能性,所以比较好不要卸下暂用轴。NAS15ALZ导轨样本
- 杭州P1E090210导轨NTN代理 2024-11-29
- 浙江L1W170360导轨参考价 2024-11-29
- 浙江NAH45EMZ导轨参考价 2024-11-29
- 浙江R1A250480导轨零售 2024-11-29
- 杭州PSS2510N1D0849导轨尺寸 2024-11-29
- 杭州N1S200950导轨NTN经销商 2024-11-29
- 杭州NAH25FLZ导轨经销 2024-11-29
- 杭州NAH30HLZ导轨NSK代理 2024-11-29
- 杭州L1H202030导轨样本 2024-11-29
- 杭州L1S151050导轨NSK经销商 2024-11-29
- 杭州NAH15BNZ导轨NTN经销商 2024-11-29
- 杭州NAS30CLZ-L导轨 2024-11-29