FEP热缩管主要用于医疗器械,电热设备,化工电镀等产品的耐高温,防腐蚀,防粘,耐磨。FEP热缩管特性;FEP比重(℃)270*高联系使用温度(℃)200拉伸强度(mpa)19-22延伸率(%)250-330介电常数:(Ω-CM)>1018介电击穿强度v/mil500-600。FEP热缩管耐高温200度,收缩比例为30%,一般颜色为透明,定做**多的也是黑色,厚度可以做到;主要用于电热,医疗,滚筒等行业;采用质量FEP(F46)/PFA挤出扩张而成。具有优异的电绝缘、高阻燃和自润滑性能,耐超高温度和化学试剂,耐几乎所有油和化学品。广泛应用于汽车、**、航空航天、电子化工等领域。【产品特点】耐高低温:FEP(F46)使用温度:-200℃~200℃;收缩温度:≥110℃PFA(F46)使用温度:-200℃~260℃;收缩温度:≥150℃低磨擦:动磨擦系数::只有高温下元素氟,碱金属与他起作用,对其他所有的浓、稀无机有机酸、碱、酯均无作用。环保标准:RoHS标准颜色:透明。FEP全称为Fluorinated ethylene propylene,翻译为氟化乙烯丙烯共聚物(全氟乙烯丙烯共聚物)。广东定做FEP热缩管24小时服务
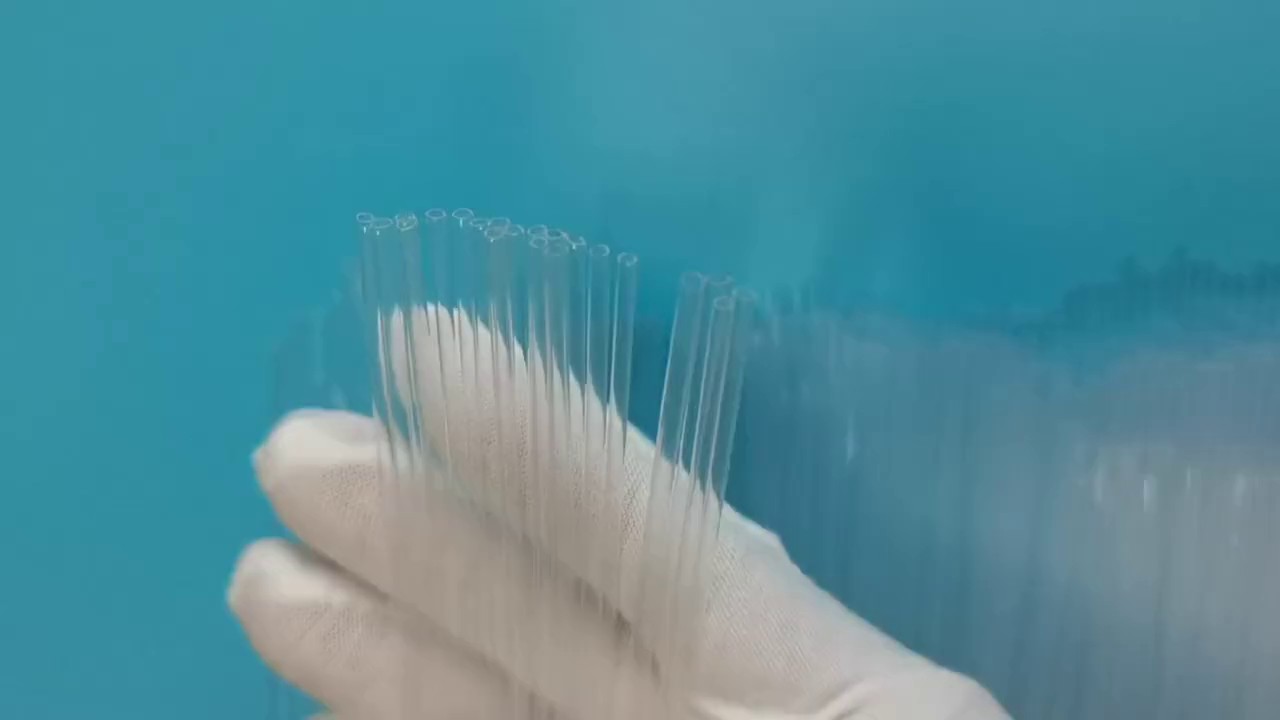
FEP热缩管在医学上的运用比较***,主要是其有很好的抗弯折性、耐腐蚀性、生物相容性以及光滑耐磨性。除了用到**多的透明色外,还有用到黑色、红色。彩色主要是抵御光照、以及区分于其他颜色。目前FEP热缩管在医学上用到哪些规格呢?我们请君昇张先生对近5年来所供应的FEP热缩管医疗级客户做梳理。在收缩倍数方面:客户有指定1.1倍、1.3倍的,也有2倍的。但以1.6倍收缩比居多。在颜色方面:以透明性为主,但是黑色和红色两款产品用的也非常多。在规格方面:缩前2.5,缩后1.8**多;其次是2.8缩2.0。2.3缩1.7,3.5缩2.6,2.3缩1.8用的也比较多。广东哪里有FEP热缩管批发它适用于电压等级600V以下的绝缘保护。
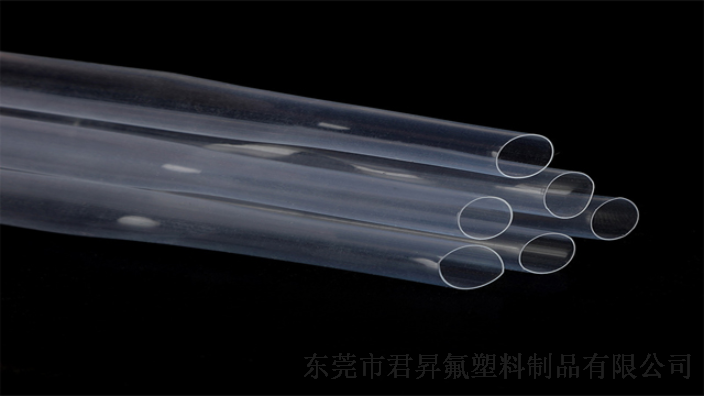
Fep热缩管用途:铁氟龙FEP热缩管具有突出的耐磨性能、耐化学腐蚀性能和高温性能,特别是适用于高温性能的场合,用于连接焊缝处的绝缘保护和压力解除及被覆元件的区分识别。深圳市丹凯科技有限公司从事氟塑材料的研发和销售,拥有先进的设备和***的研发团队,跟华为、美的、中兴、Intel、AirTAC、富士康都有合作,公司主要产品有聚四氟乙烯管(PTFE)、聚全氟乙丙烯管(FEP)、可溶性聚四氟乙烯(PFA)、聚偏二氟乙烯(PVDF),同时可根据客户要求加工生产各种规格的氟塑料产品。
3、耐腐蚀-对大多数化学药品和溶剂,表现出惰性、能耐强酸强碱、水和各种有机溶剂;除与高温下的氟元素、熔融的碱金属和三氟化氯等发生反应外,与其他化学药品接触时均不被腐蚀。4、耐气候-在大气中抗氧化性能非常好,耐候性高。5、电绝缘性-FEP铁氟龙热缩管电绝缘性能和PTFE铁氟龙热缩管基本相同。FEP热缩管FEP聚全氟乙丙烯(F46、FEP)热缩管性能参数:体积电阻>1018ΩM,表面电阻>1013Ω耐电弧>165秒不漏电低摩擦动摩擦系数0.2-0.3不粘性,拼水,拼油水接触角θ=114о,不燃性空气中不会燃烧(氧气指数>95VOL%),FEP热缩管收缩比为1.3:1通讯用高低通设备 、电机转子主绝缘 、油田等行业岩浆制样。
电可靠性,高绝缘性60HZ-60MHZ高低温下介电常数均为2.1。即使表面因跳水而受到损害,也不会产生导电轨道。聚全氟乙丙烯热缩管、F46热缩管、FEP热缩管。耐温聚全氟乙丙烯(F46、FEP)热缩管-200--200℃,耐蚀性只有高温下元素氟,碱金属与它起作用,对其它所有的浓、稀无机有机酸、碱、酯均无作用铁氟龙FEP热缩管具有突出的耐磨性能、耐化学腐蚀性能和高温性能,特别是适用于高温性能的场合,用于连接焊缝处的绝缘保护和压力解除及被覆元件的区分识别。也不会产生导电轨道。广东定做FEP热缩管24小时服务
FEP热缩管具有突出的耐磨性能、耐化学腐蚀性能和高温性能。广东定做FEP热缩管24小时服务
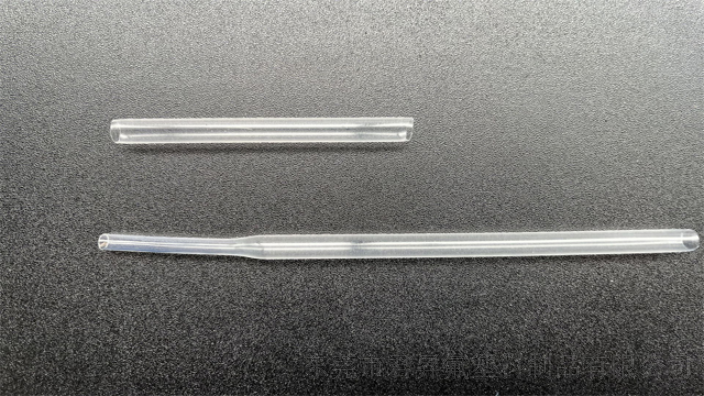
、挤出成型挤出成型的工艺,主要是借助挤出机、冷却水槽、牵引机等多个设备共同完成,且不同设备其工作参数也有所不同。一般挤出的速度多在20~50r/min,而牵引工艺的速度是在30~50Hz,挤出时其温度多控制在290~350℃左右。扩张定型该类工艺主要是将扩张好的母粒的FEP塑料管材进行加热,待其处于高弹状态后,在利用扩张机对其做扩张,**终完成FEP热缩管的制作。在扩张过程中,扩张定型工艺的温度要控制在80~150℃,而输入速度多在8~10Hz,牵出速度8~10Hz。广东定做FEP热缩管24小时服务