- 品牌
- VIGOUR,HG-LOK
- 型号
- 齐全
洁净室(区)内纯水末端处理设备的安装,应符合下列要求:(1)纯水管道接管,应在纯水系统安装后经试验及试运转合格后连接;(2)接管、接线后,应按工程设计文件和产品说明书进行试运转。药品和保健品等生产用纯水系统的安装,应符合下列要求:(1)根据使用特点和工程设计文件要求,准确选择管路材质、阀门、附件,并不得对水质产生污染和引起腐蚀或损伤;(2)系统安装完成后,按规定进行试验、试运转,合格后按使用要求进行清洗或消毒灭菌,达到规定指标后,宜循环待用。氧气管路的阀门、附件等,应当严格禁油,并在安装前按有关要求严格脱脂。耐高温洁净管道安装注意事项

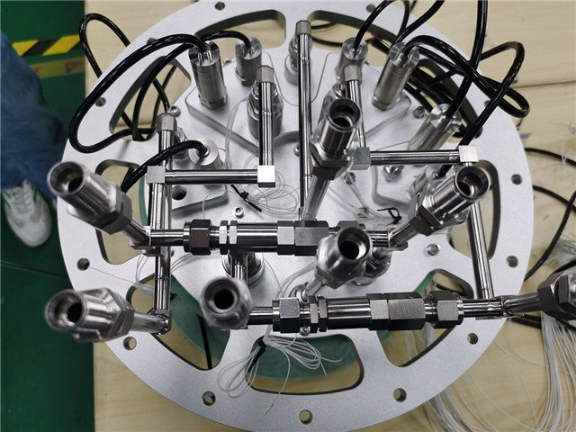
净化洁净车间:(1)将管端修整,使管口平面与管子中心线垂直,并清理管口上的毛刺。如扩口内径大于原管外径时,应将扩口管端部加工成30°左右倒角,以便扩口时模芯能顺利进入管口。(2)金属芯模的外径应比扩口的内径大0.5~1mm,以抵消扩口后退出芯模所引起的收缩。(3)扩口前应将芯模加热至100℃左右,并涂上一层甘油。(3)塑料管插入加热甘油桶内加热时,应经常转动,使之受热均匀,以聚氨乙希为例,加热温度为140℃±5℃,加热时间为2min左右。(4)待管端加热部分开始变软时,即从甘油桶中取出,插到预热的模芯上。嘉兴洁净管道安装施工规范螺纹连接的气密性不如焊接的好,不适用于高纯、高洁净气体管路连接。

一般情况下,制药行业洁净厂房内工艺用水管路选材如下(只供参考):注射用水管路—内表面机械抛光 Ra=0.45μm,外表面机械抛光 Ra=0.8μm ;纯化水管路—内表面机械抛光 Ra=0.45μm,外表面机械抛光 Ra=0.8μm;药液管路—内表面机械抛光 Ra=0.45μm,外表面机械抛光 Ra=0.8μm;纯蒸汽管路—内表面机械抛光 Ra=0.45μm,外表面机械抛光 Ra=0.8μm;洁净压缩空气管路—内表面酸洗钝化,外表面机械抛光Ra=0.8μm;自来水管路—内表面酸洗钝化,外表面机械抛光 Ra=0.8μm。
无尘室净化车间管道连接方式与安装要求! 净化工程可称之为无尘室或清净室。管径小的铝塑复合管可直接用手调直,管径比较大的可由多人在平整的地面进行踩压调直。无尘室管材在切割时要使用专门使用管道剪、断管器或管道切割机,切断时管材必须使管断面垂直于管轴线。无尘室管道在连接前,应该对材料的外观和接头处进行查看,发现管道和管件内的污垢和杂物时,要及时进行清理,使管材和管件的连接端面清洁、干燥、无油;管材在使用时如发现管材锯口有毛边和毛刺,应该用刮刀剔除。对输送可燃气体的管路系统,应以排出口吹扫气体中含氧量小于1%为合格。

配管检验和试验:1、 配管工程的检验和试验,应在施工单位自检合格的基础上进行。并按管道系统、检验批或分项工程的程序进行检验和试验,同时做好记录。2、 洁净厂房内各类金属管道的焊缝检验,应符合下列规定;(1)输送剧毒流体的管道焊缝,应进行100%射线照相检验,其质量不得低于Ⅱ级;(2)输送压力大于等于0.5MPa的可燃流体、有毒流体的管道焊缝,应进行抽样射线照相检验,抽检比例不得低于10%,其质量不得低于Ⅲ级。工程设计文件有规定时,应符合设计文件要求;(3)射线照相检验方法和质量分级标准,应符合现行国家标准《现场设备、工业管道焊接工程施工及验收规范》GB 50236的规定。检查成品“内表面超光滑洁净管”的外包装和相应管端头的管帽、堵头等密封措施是否符合要求。浙江医院洁净管道安装方案
洁净厂房中,各种高纯物质输送管道的试验介质,应进行净化处理。耐高温洁净管道安装注意事项
自动焊接注意事项:①焊口外表面特别黑,有一点发紫,应调整氩气量或氩气纯度,切开后,重新焊接。正常颜色为橘黄色或微微有一点黑色,用擦布可以擦除掉。②焊口宽度低于1mm,则必须切开重新焊接。③同一焊口由于焊接质量问题,切开2次以上后,焊口两侧管应各去除20mm后,再进行焊接。管路的清洗一般分为以下几步:①首先用干燥的经无菌过滤的压缩空气吹洗数遍,将存留在管路系统中的尘埃杂物吹出系统中;②用清洗液(可用去离子水或更高纯度的水)泵入管路系统中,循环20分钟左右。在此期间,工艺用水系统中所有的阀门及排放口都应在关闭的情况下开启至少 3 次;③较终将系统内部残留的清洗液完全排放干净。耐高温洁净管道安装注意事项
- 浙江氮气洁净管道安装定制 2024-05-16
- 氢气洁净管道安装哪家好 2024-05-16
- 江苏氮气洁净管道安装公司 2024-05-16
- 南京氦气洁净管道安装定制 2024-05-16
- 南京氦气洁净管道安装公司 2024-05-16
- 杭州耐高温洁净管道安装连接图 2024-05-16
- 浙江制药洁净管道安装定制 2024-05-16
- 杭州耐腐蚀洁净管道安装流程 2024-05-16
- 浙江商用洁净管道安装设计 2024-05-15
- 南京消防洁净管道安装工程 2024-05-15
- 上海氢气洁净管道安装厂商 2024-05-15
- 专业洁净管道安装市价 2024-05-15