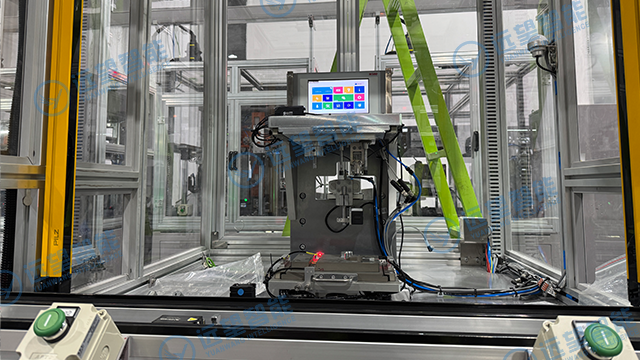
热管理零部件的耐腐蚀性、防水性直接决定整车使用寿命,零部件表面处理后装配工艺管控尤为关键,传统产线易出现涂层破损、装配划伤问题。深圳市远望工业自动化设备有限公司针对防腐涂层、阳极氧化处理后的热管理零部件,优化工装夹具与压装工艺,采用柔性缓冲定位结构,避免装配过程中损伤表面防腐层;压装压力曲线精细化管控,避免压力过大导致零部件变形、涂层开裂。在氦检、检测环节,采用无尘洁净工位,防止粉尘污染热管理部件表面。整线针对防腐类热管理零部件,综合不良率控制在 0.08% 以内,较同行常规产线降低 75%。同时我们可配套表面处理后自动化装配全流程工艺方案,实现热管理零部件从处理到成品的一体化生产,减少转运过程中的二次损伤,保障零部件长期耐腐蚀、稳定运行。高防护等级设备设计,适配车间恶劣环境下热管理生产。宁波动力电池热管理智能产线
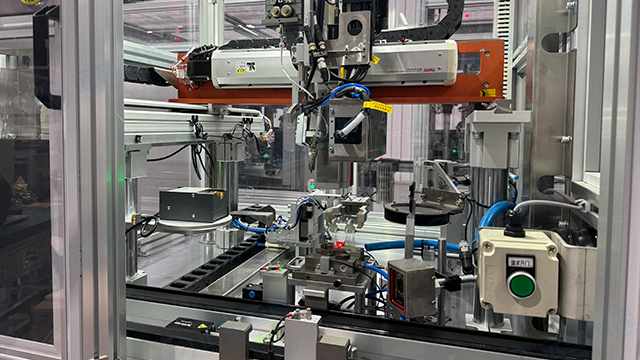
动力电池热管理水冷板是新能源汽车散热关键部件,其流道密封性、平面度、厚度精度直接决定散热效率,生产工艺难度极高。深圳市远望工业自动化设备有限公司专注热管理水冷板全自动装配检测产线,针对水冷板钎焊后装配、密封、检漏、平面度检测开发的工艺设备。我们采用伺服压装 + 压力位移闭环控制,水冷板装配平面度控制在 0.03mm 以内,厚度精度 ±0.02mm;氦检采用分区检测,精确定位泄漏流道,检漏精度 1×10⁻⁶mbar・L/s;搭载激光平面度检测仪,实时检测水冷板平整度,精度 0.01mm。对比同行设备只做整体检漏、无法分区定位漏点、平面度管控缺失的短板,远望实现热管理水冷板全维度质量管控。整线适配冲压式、钎焊式、吹胀式全类型水冷板,节拍 40–50s / 件,产能稳定,已为多家动力电池热管理供应商提供整线设备,助力水冷板品质升级。乘用车热管理智能产线解决方案自动分拣包装集成,实现热管理零部件生产包装一体化。
热管理零部件出口海外,需通过欧盟 CE、美国 UL、ISO/TS16949 等多项国际认证,同行设备合规性不足,认证通过率低。深圳市远望工业自动化设备有限公司严格按照国际标准设计热管理整线,电气安全、机械防护、电磁兼容、洁净度均符合国际认证要求,设备出厂自带 CE、UL 合规报告;软件系统适配国际数据安全标准,可满足海外主机厂信息安全要求。我们配备专业合规工程师,协助客户完成零部件国际认证所需的设备能力证明、生产工艺文件。对比同行设备无法通过国际认证、制约出口的短板,远望助力热管理零部件企业合规出海,打通全球市场通道。
随着汽车轻量化趋势,热管理零部件大量采用铝合金、复合材料等轻量化材质,材质刚性低、易变形,对装配工艺要求更高。深圳市远望工业自动化设备有限公司针对轻量化热管理零部件,开发轻量化的装配工艺,低压精密压装、渐进式扭矩加载、柔性工装定位,避免轻量化材质变形损伤;氦检采用低压检漏模式,保护薄壁轻量化结构;AI 视觉精确检测微小变形缺陷。整线适配铝合金水冷板、复合材料壳体等轻量化零部件,综合不良率控制在 0.09% 以内,解决同行传统工艺适配轻量化材质易变形的痛点,紧跟汽车轻量化行业趋势。热管理零部件产线改造升级,远望模块化方案成本更低。
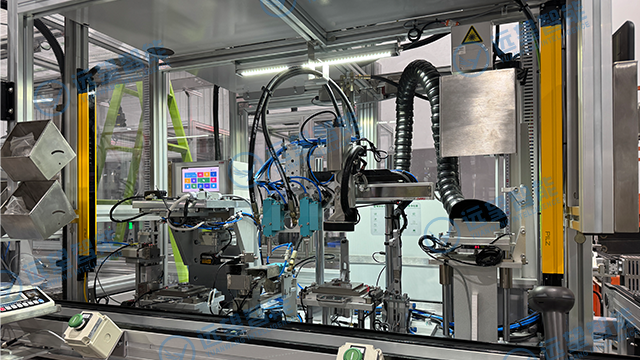
在新能源汽车产业化规模持续扩大的背景下,热管理系统是保障动力电池安全、提升整车续航与温控稳定性的关键部件,其生产制造环节的自动化水平直接决定零部件良率与车企量产效率。深圳市远望工业自动化设备有限公司专注汽车热管理智能整线解决方案多年,针对水冷板、电池冷却器、热泵系统、管路总成等热管理关键零部件,打造从精密上料、压装装配、扭矩锁付、氦检检漏、视觉外观检测、气密性测试到成品下料的全流程一体化智能产线。对比行业多数厂商只提供单机设备、无法实现工序联动的短板,远望可实现整线全工序集成控制,产线装配定位精度可达 ±0.02mm,扭矩控制精度 ±1.5%,远优于行业通用 ±3% 的标准;产线标准节拍可达 42s / 件,较同行常规产线产能提升 18% 以上。我们自研的热管理生产数据采集系统,可实时上传扭矩、压力、泄漏值等关键参数,实现全流程可追溯,氦检检漏精度可达 1×10⁻⁶mbar・L/s,有效规避热管理部件泄漏、装配偏差等质量隐患,为 Tier1 供应商与整车厂提供稳定可靠的自动化生产保障。热管理零部件扭矩管控,远望闭环系统保障批次一致性。水冷板热管理智能产线生产
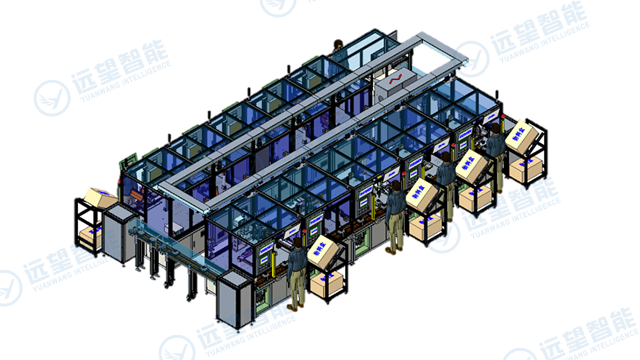
全自动上下料机构,减少热管理零部件磕碰报废率。宁波动力电池热管理智能产线
在汽车零部件价格战加剧的行业环境下,热管理零部件企业必须通过生产设备优化,实现降本,才能提升市场竞争力。深圳市远望工业自动化设备有限公司从设备能耗、耗材损耗、人工成本、报废成本、运维成本五大维度,优化热管理整线设计,实现全维度降本。我们的热管理产线采用节能伺服系统,待机自动休眠,综合能耗降低 14%;氦气回收系统节约氦气耗材 65%;自动化上下料减少人工 4–5 人,年节约人力成本 30 万元以上;精密装配检测降低报废率 0.4%,年节约报废成本 20 万元;标准化配件降低运维成本 30%。对比同行传统热管理产线,远望整线综合生产成本降低 22% 以上,设备投入回收期缩短至 1.8 年,远优于同行 2.5–3 年的回收期。这条降本的热管理产线,助力客户在行业竞争中占据成本优势,扩大市场份额。宁波动力电池热管理智能产线