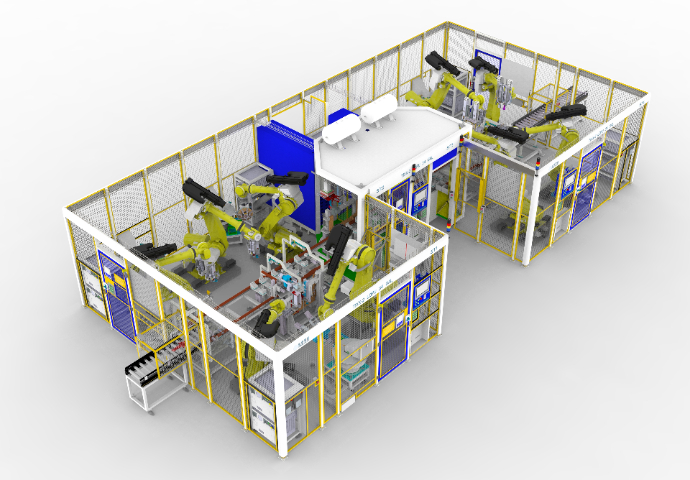
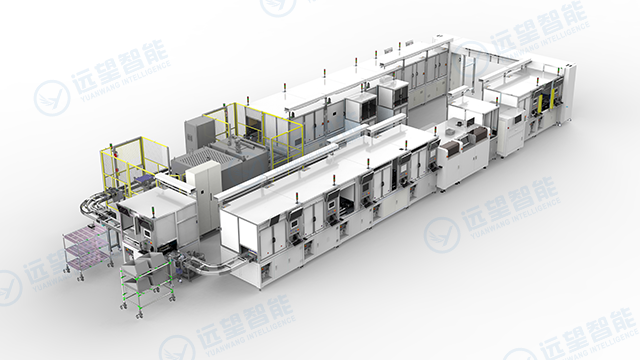
热管理整线生产过程中,氦检工位真空抽气慢、检测节拍长,成为整线产能瓶颈。深圳市远望工业自动化设备有限公司优化热管理氦检真空系统,采用双级分子泵 + 预抽泵组合,真空抽气时间缩短 40%,单件检测节拍从 30s 降至 18s,彻底解决氦检瓶颈;同时优化氦气充注与回收路径,提升检测效率与氦气利用率。氦检工位节拍优化后,整线综合产能提升 20%,设备稼动率同步提高。对比同行氦检工位拖慢整线产能的行业普遍问题,远望通过关键工艺优化,释放热管理整线全部产能,大幅度提示生产效率。氢能领域热管理产线,远望满足高纯洁净装配生产需求。深圳全自动热管理智能产线
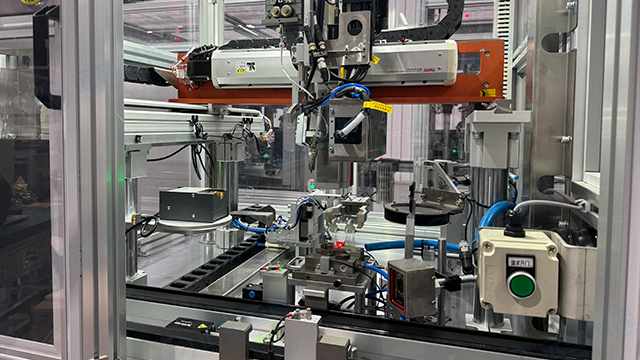
热管理管路总成包含硬管、软管、接头多类部件,连接密封性、长度精度、角度精度要求严苛,传统人工装配角度偏差、长度不准、密封不良问题频发。深圳市远望工业自动化设备有限公司打造热管理管路总成全自动装配产线,采用 3D 视觉定位,自动切割、定长、折弯、接头压装、扭矩锁付、氦检检漏,管路长度精度 ±0.5mm,折弯角度精度 ±0.3°,接头压装压力闭环控制,密封良率 99.8%。整线兼容多种材质管路共线生产,换型时间≤2h;氦检采用分段检漏,精确排查每一处接头泄漏。全自动管路热管理产线实现管路零部件无人化精密生产,解决同行人工装配精度低、一致性差的痛点,大幅提升管路总成品质。武汉电池冷却器热管理智能产线热管理残余应力管控,从源头提升零部件使用寿命。

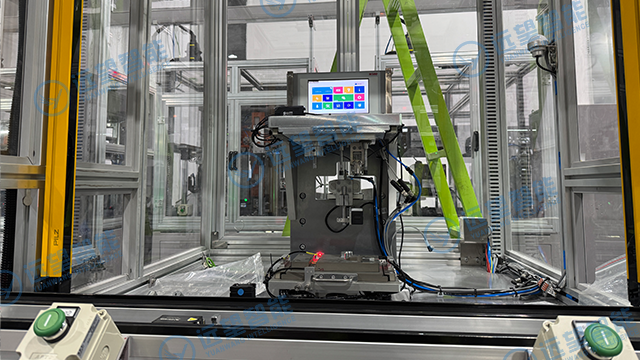
热管理系统性能测试是验证零部件散热、制热、流量、压力的关键工序,同行多数产线只做气密性检测,缺少性能测试功能,无法满足主机厂全性能验证要求。深圳市远望工业自动化设备有限公司可将热管理性能测试工位集成于整线,实现气密性‑压力‑流量‑散热效率‑制热性能一体化测试,测试精度 ±1%,多方面验证零部件性能指标;测试数据实时绑定产品,满足主机厂全维度审核。性能‑气密一体化整线,一条产线完成全流程验证,无需单独采购性能测试设备,设备投入降低 50%。对比同行只能检测密封的短板,远望实现热管理零部件品质全维度管控,助力客户对接主机厂。
汽车零部件行业普遍面临降本增效压力,热管理零部件生产如何在保证品质前提下降低人力、能耗、运维成本,成为企业主要诉求。深圳市远望工业自动化设备有限公司打造轻量化、高节能型热管理智能整线,从设备结构、电气控制、气动系统三方面优化设计,解决同行设备体积大、能耗高、人工干预多的问题。我们的热管理产线单工位能耗降低 15%,整线综合能耗下降 13%,全线只需 2–3 名值守人员,较同行传统产线 5–6 人值守模式,人力成本降低 50% 以上。在热管理胶路装配环节,搭载视觉引导自动点胶系统,点胶精度 ±0.1mm,胶量控制误差 ±3%,杜绝溢胶、断胶问题,密封可靠性提升。同时我们针对热管理产线易损件采用通用标准化配件,采购便捷,更换周期延长 30%,设备年均故障率≤0.8%,远低于行业 2% 的平均故障率,大幅降低客户运维成本,助力热管理零部件企业实现规模化、低成本量产。数字孪生仿真技术,提前优化热管理整线产能与工位布局。
海外新能源汽车品牌对热管理零部件的交付周期要求严苛,普遍要求 45 天内完成设备交付投产,同行国内产线交付周期普遍 70–90 天,无法满足海外客户需求。深圳市远望工业自动化设备有限公司优化热管理整线研发、采购、装配、调试全流程,建立标准化模块化生产体系,关键部件备货生产,非标部分快速定制,整线交付周期稳定控制在 40–50 天,较同行缩短 40%。我们采用并行调试模式,电气、机械、软件同步调试,出厂前进行100% 模拟客户工况的测试,设备合格率 100%;出厂后快速安装调试,10 天内完成投产。同时海外项目配套英文操作界面、国际认证、远程运维,可适配海外主机厂热管理项目交付节奏,助力国内设备商与零部件企业抢占海外新能源供应链市场。800V高压平台热管理,远望自动化提前布局特定产线。热泵系统热管理智能产线哪家好
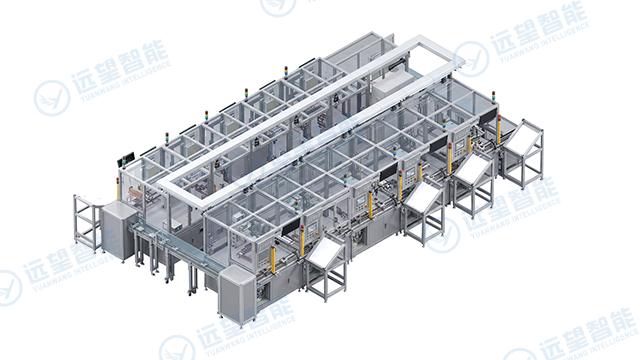
模块化可升级架构,延长热管理设备长期使用寿命。深圳全自动热管理智能产线
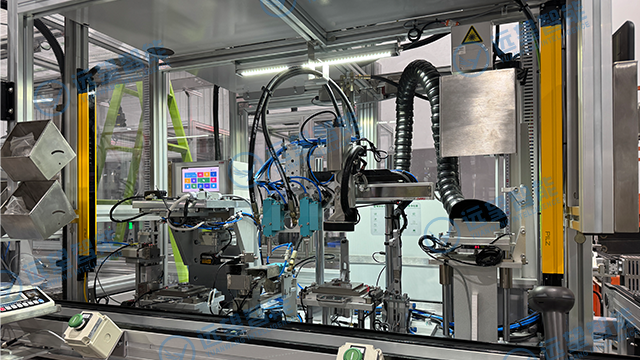
热管理零部件生产过程中,人工搬运、上下料易造成零部件磕碰、划伤、变形,尤其水冷板、换热器等薄壁件,磕碰损伤直接导致报废,增加生产成本。深圳市远望工业自动化设备有限公司在热管理整线中配置自动上料、移栽、下料机构,采用柔性夹爪,避免零部件划伤磕碰,实现薄壁件无损自动化转运。针对大型热管理零部件,采用伺服移栽模组,定位精确、运行平稳;小件采用振动盘 + 视觉上料,实现无序物料自动排序上料。全线减少人工接触,零部件磕碰报废率降至 0.05% 以下,较同行人工上下料报废率 0.3%–0.5%,年节约报废成本 30% 以上。同时自动上下料系统提升生产节拍,减少人工搬运耗时,热管理整线综合生产效率提升 12%,既保障零部件外观品质,又实现降本增效,是薄壁类热管理零部件生产的必备配置。深圳全自动热管理智能产线